Ż█š¬ę¬Ż▌ Ęų╬÷┴╦PET¤ß╣ÓčbŲ┐Ų┐ą═įOėŗ╝░▀xō±ųąąĶ┐╝æ]Ą─╚¶Ė╔ūāöĄŻ¼▓ó╠ß│÷┴╦ę╗ą®PET¤ß╣ÓčbŲ┐│╔ą═▀^│╠ųąĖ─╔Ų─═¤ßąį─▄Ą─╣ż╦ćĘĮĘ©ĪŻ
ĪĪĪĪŻ█ĻPµIį~Ż▌ PET ¤ß╣Óčb Ų┐ą═ ─═¤ßąį─▄
ĪĪĪĪ[Abstract] Analysis the key elements of bottle shape which must be considered when design and choose a PET heat set bottle. Several solutions to optimize the heat resisting properties are also been introduced.
ĪĪĪĪ[Key Words] PET; heat set; bottle shape; heat resisting property
ĪĪĪĪę╗ĪóŪ░čį
ĪĪĪĪ╔·«aĄ═╦ßČ╚Īóųąąį’ŗ┴ŽŻ¼╚ń▓ĶĪó╣¹ųŁĪó╣¹╬Č╦«Ą╚ĢrŻ¼ĒÜī”╣Óčb║¾Ą─░ļ│╔ŲĘ╝░Ų┐Ų„▀Mąą£ńŠ·╠Ä└ĒŻ¼ęį▒Ń┐žųŲ«aŲĘĄ─╬ó╔·╬’╬█╚ŠĪŻ┐╔╣®▀xō±Ą─╣ÓčbĘĮĘ©ėąŻ║
ĪĪĪĪ1. ╠Ē╝ėĘ└Ė»ä®Ż╗
ĪĪĪĪ2. ¤oŠ·╗“└õ£ńŠ·╣ÓčbŻ╗
ĪĪĪĪ3. ¤ß╣ÓčbŻ©║¼ÜŌ’ŗ┴Ž│²═ŌŻ®Ż╗
ĪĪĪĪ4. ░═╩Ž£ńŠ·ĪŻ
ĪĪĪĪĮ³─ĻęįüĒŻ¼¤ß╣Óčb╝╝ągę“Ųõ░▓╚½ąįĪóĮøØ·ąį▌^║├Č°į┌╬ęć°’ŗ┴ŽąąśI▒╗ÅVĘ║▓╔ė├Ż¼Ū░Š░╩«ĘųÅVķ¤ĪŻŽ┬├µ╩Ū╣Pš▀į┌īŹļH╣żū„ųąŻ¼═©▀^ī”ę╗▓ĮĘ©¤ß╣ÓčbųŲŲ┐ÖC╝░¤ß╣ÓčbįOéõĄ─╣żū„įŁ└Ē╠Į╦„╦∙Ą├Ą─┐éĮYĘų╬÷ĪŻ
ĪĪĪĪČ■Ż«¤ß╣Óčb╣ż╦ć║å╩÷
ĪĪĪĪ¤ß╣Óčb╣ż╦ćųąŻ¼«aŲĘĮøUHT│¼Ė▀£ž£ńŠ·╠Ä└ĒŻ©╦▓Ģr╝ė¤ßų┴1200C~1400CŻ¼═Ż┴¶öĄ╩«├ļńŖŻ®Ż¼╚╗║¾ĮĄ£žų┴╣Óčb£žČ╚Ż©850C~900CŻ®ĪŻ╣ÓčbĘŌ╔w║¾Ż¼Ų┐╔ĒĄ╣ų├╗“é╚╠╔30├ļńŖū¾ėęŻ¼ęį▒Ńī”Ų┐╔w╝░Ų┐Ņi▓┐╬╗▀Mąą┼cŲ┐╔Ē═¼£žČ╚Ą─£ńŠ·╠Ä└ĒĪŻŲ┐ūėį┌Ė▀£žŽ┬═Ż┴¶ę╗Č©ĢrķgŻ©30~120├ļŻ®║¾Ż¼╦═╚ļ└õģs═©Ą└Ż¼ĘųČ╬īóŲ┐ūė└õģsų┴340C~380CŻ©═©▀^└õģs═©Ą└Ą─Ģrķg╝s×ķ12~20ĘųńŖŻ®Ż¼ļS║¾ī”Ų┐ūė▀Mąą┘Nś╦ĪóčbŽõĄ╚║¾Ą└░³čbĪŻ
ĪĪĪĪ╚²Ż«─═¤ßŲ┐Ų┐ą═įOėŗę¬³c
ĪĪĪĪįOėŗ─═¤ßŲ┐Ų┐ą═ĢrŻ¼▒žĒÜ┐╝æ]ęįŽ┬ę“╦žŻ║
ĪĪĪĪ1. ╣Óčb║¾30├ļńŖā╚Ż¼Ų┐ā╚š²ē║╔Ž╔²ĪŻ▀@╩Ūę“×ķŻ║
ĪĪĪĪŻ©1Ż® ╣Óčb║¾Ų┐ā╚Üł┴¶┐šÜŌ£žČ╚Å─300Cū¾ėę╔Ž╔²ų┴800C~900CŻ╗
ĪĪĪĪŻ©2Ż® ļpŽ“└Ł╔ņ╚ĪŽ“Ą─PETŲ┐į┌╩▄¤ß║¾╩š┐sŻ¼╚▌Ęe£pąĪĪŻį┌Ė▀£žŽ┬Ż¼Ų┐ūė▒žĒÜ─▄ē“│ą╩▄0.1~0.3BarĄ─š²ē║Č°▓╗ų┴ė┌«a╔·ė└Š├ūāą╬ĪŻ
ĪĪĪĪ2. PETŲ┐į┌Ė▀£žŽ┬Ą─╚▌Ęe╩š┐sĪŻŲš═©PETŲ┐į┌850CĢr╩š┐s┬╩┐╔▀_20%ĪŻĄ½╩ŪŻ¼╩╣ė├─═¤ßŲ┐īŻė├PET┴Żūė┤ĄųŲĄ──═¤ßŲ┐Ą─╩š┐s┬╩═©│Żį┌1%~1.5%ų«ķgŻ╗
ĪĪĪĪ3. ╣Óčb║¾╩š┐s┴┐╝░╣Óčb³cūā╗»ĪŻ╣Óčb£žČ╚įĮĖ▀ĪŻŲ┐Ų„╚▌Ęe╩š┐sįĮ┤¾ĪŻīŹ“×▒Ē├„Ż¼į┌860C~900CķgĄ─╚▌Ęe╩š┐s┬╩ī”£žČ╚╔Ž╔²ė╚Ųõ├¶ĖąĪŻ╣Óčb³cĖ▀Č╚įĮĄ═Ż¼╣Óčb║¾Ų┐ā╚Üł┴¶┐šÜŌ╚▌ĘeįĮ┤¾Ż¼Ų┐Ų„╩š┐sę▓įĮ┤¾ĪŻ▀@╩Ūę“×ķŲ┐ā╚Üł┴¶┐šÜŌ╚▌ĘeįĮ┤¾Ż¼Ąų┐╣Ų┐Ų„╩š┐sūāą╬Ą──▄┴”įĮąĪĪŻ═©│ŻŻ¼¤ß╣ÓčbŲ┐╣Óčb³cį┌Ų┐Ų„ų¦ō╬Łh╠ÄĪŻ
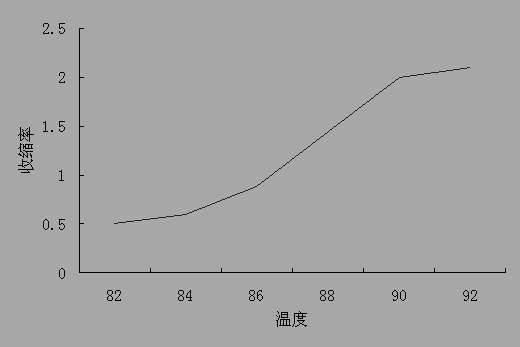
ĪĪĪĪłD1 ¤ß╣ÓčbŲ┐╚▌Ęe╩š┐s┬╩┼c╣Óčb£žČ╚Ą─ĻPŽĄ
ĪĪĪĪ4. ┤Ą╦▄│╔ą═║¾čŁŁh┤ĄÜŌ└õģsĢrķgī”Ų┐Ų„╚▌ĘeĪóĮYŠ¦Č╚║═äéČ╚Š∙ėąė░ĒæĪŻčŁŁh┤ĄÜŌ└õģsĢrķgįĮķLŻ¼Ų┐Ų„╚▌ĘeįĮ┤¾ĪŻę“┤╦Ż¼įOėŗŲ┐ą═Ģräš▒ž┐╝æ]╩╣ė├ūŅĄ═Ą─Ė▀ē║┐šÜŌŽ¹║─┴┐üĒ▀_ĄĮŲ┐ūėĄ─ūŅ╝čąį─▄ĪŻ
ĪĪĪĪ5. ¤ß╣Óčb║¾Ą─’ŗ┴ŽĮĄų┴╩ę£žĢrŻ¼ę“’ŗ┴Žį┌▓╗═¼£žČ╚Ž┬▒╚ųžĄ─ūā╗»ī¦ų┬Ų┐ā╚ę║¾w╚▌ĘeŽ┬ĮĄ2%ū¾ėęĪŻ═¼ĢrŻ¼£žČ╚Ž┬ĮĄ▀Ćī¦ų┬Ų┐ā╚Üł┴¶┐šÜŌį┌ę║¾wųąĄ─╚▄ĮŌČ╚╔Ž╔²ĪŻ▀@ę╗ŪąČ╝ī¦ų┬Ų┐ā╚Üł┴¶┐šÜŌĄ─╚▌Ęe┼“├øŻ¼«a╔·0.2~0.3▒Č┤¾ÜŌē║Ą─žōē║ĪŻ╣Óčb║¾┐šŪ╗▓┐ĘųŻ©Üł┴¶┐šÜŌŻ®ē║┴”║═Ų┐Ų„£žČ╚ĪóĢrķgĄ─ĻPŽĄŪ·ŠĆęŖŽ┬łDĪŻ
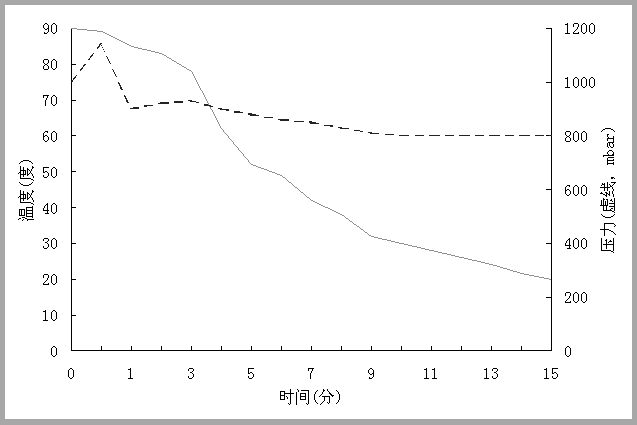
ĪĪĪĪłD2 ╣Óčb║¾┐šŪ╗▓┐ĘųŻ©Üł┴¶┐šÜŌŻ®ē║┴”║═Ų┐Ų„£žČ╚ĪóĢrķgĄ─ĻPŽĄŪ·ŠĆ
ę“┤╦Ż¼─═¤ßŲ┐▒žĒÜĘ¹║ŽęįŽ┬ę¬Ū¾Ż║
Ż©1Ż® Ė▀£žŽ┬Ż©850C~900CŻ®╚▌Ęe╩š┐s┬╩į┌1%~1.5%ų«ķgŻ╗
Ż©2Ż® 30%ęį╔ŽĄ─ĮYŠ¦Č╚Ż¼┤_▒Ż┴╝║├Ą──═¤ßąį─▄║═▌^╚§Ą─╦«Ęų╬³ĖĮ─▄┴”Ż©Ų┐▒┌╬³ĖĮĄ─╦«ĘųŽ¾Ęųūėµ£ķgĄ─ØÖ╗¼ä®ę╗śėĮĄĄ═Ų┐ūėĄ─ÖCąĄąį─▄Ż╗
Ż©3Ż® ║Ž└ĒĄ─▒┌║±Ęų▓╝Ż¼▒▄├Ō¤ß╣Óčb║¾Ą─ĘŪŠĆąį╩š┐sŻ©ūāą╬Ż®Ż╗
Ż©4Ż® Ų┐╔Ē▓╔╚Ī╠ž╩ŌĄ─░Õ┐“ą╬ĮYśŗįOėŗŻ¼Ų┐ĄūįOėąā╚░╝╝ėÅŖĮŅŻ¼ė├ęį│ą╩▄Ų┐ūė└õģsų┴╩ę£ž║¾Ų┐ā╚žōē║ĪŻ
ĪĪĪĪ╦─Ż«ųŲŲ┐╣ż╦ćųąĖ─╔ŲŲ┐ūė─═¤ßąį─▄Ą─┤ļ╩®
ĪĪĪĪŻ©1Ż® ║Ž└ĒįOėŗŲ┐┼„ĪŻūŅā×╗»Ą─Ų┐┼„ą╬ĀŅįOėŗėąų·ė┌Ė─╔ŲŲ┐ūėĄ─▒┌║±Ęų▓╝ĀŅørŻ¼▒▄├Ōį┌Ų┐╔Ē▓╗═¼ģ^ė“«a╔·┼żŪ·╗“╩š┐sūāą╬Ż╗
ĪĪĪĪŻ©2Ż® ć└Ė±┐žųŲūó╔õ║═└Ł┼„-┤Ą╦▄╣ż╦ćģóöĄęį╝░Ė„ģ^ė“£žČ╚Ęų▓╝Ż¼▒▄├ŌÜłėÓæ¬┴”į┌PET▓Ż┴¦╗»£žČ╚Ż©>750CŻ®Ž┬ßīĘ┼Č°ī¦ų┬Ų┐ūėūāą╬Ż╗
ĪĪĪĪŻ©3Ż® Ų┐┼„ūó╔õ└õģsĢrķg┐žųŲĪŻć└Ė±┐žųŲŲ┐┼„ūó╔õ└õģsĢrķgŻ¼ūīŲ┐┼„▒Mįń├ō─ŻĪŻ▀@śė╝┤┐╔┐sČ╠│╔ą═ų▄Ų┌Ż¼╠ßĖ▀Ų┐ūė«a┴┐Ż¼ėų┐╔ę“▌^Ė▀Ą─ÜłėÓ£žČ╚Č°šT░lŪ“ĀŅĮYŠ¦ĪŻŪ“ĀŅĮYŠ¦Ą─Š¦¾wų▒ÅĮśOąĪŻ¼āH×ķ0.3~0.7╬ó├ūŻ¼▓ó▓╗ė░Ēæ═Ė├„Č╚ĪŻ
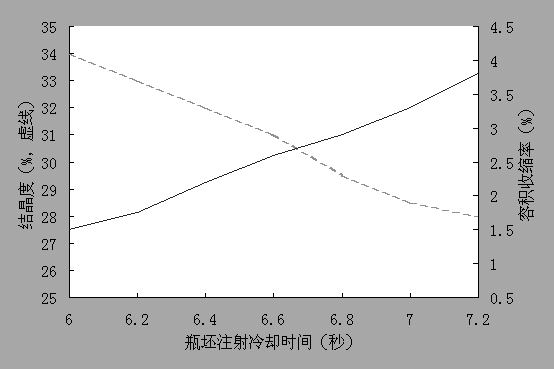
ĪĪĪĪłD3 ─═¤ßŲ┐ĮYŠ¦Č╚Īó╚▌Ęe╩š┐s┬╩┼cŲ┐┼„ūó╔õ└õģsĢrķgĄ─ĻPŽĄ
ĪĪĪĪŻ©4Ż®┤Ą╦▄─Żš{£ž╝╝ągĄ─▀\ė├ĪŻ═©│Żė├¤ßė═裣hĘ©Įo┤Ą╦▄─Ż╝ė£žĪŻ┤Ą╦▄─Żš{£ž╣▓ėą╚²ĘN裣hŻ║
- Ų┐╔Ē¤ßė═裣hĪŻīó┤Ą╦▄─Ż╝ė¤ßų┴1200C~1400CĪŻ▀@śėŻ¼Ų┐┼„┼c┤Ą╦▄─Żą═Ū╗ķgĄ─£žČ╚▓Ņ£pąĪŻ¼┤┘░l▀Mę╗▓ĮĮYŠ¦ĪŻčėķL┤Ą╦▄▒Żē║ĢrķgŻ¼╩╣Ų┐▒┌┼cą═Ū╗ķLĢrķgĮėė|Ż¼ėą│õūŃĢrķgüĒ╠ßĖ▀Ų┐╔ĒĮYŠ¦Č╚Ż¼▀_ĄĮ35%ū¾ėęŻ¼Ą½ėų▓╗Ā▐╔³═Ė├„Č╚ĪŻ1000CęįŽ┬Ą──Ż£žī”Ų┐╔ĒĮYŠ¦Č╚Ą─ė░ĒæśOąĪŻ¼ę“×ķŻ¼Ų┐╔ĒĮYŠ¦░l╔·į┌1000Cęį╔ŽĪŻ
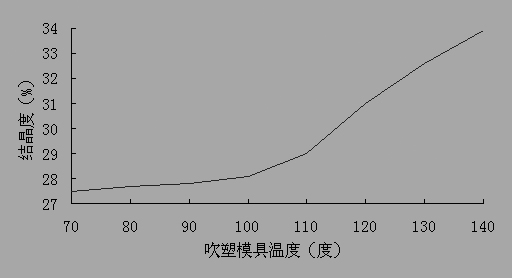
ĪĪĪĪłD4 ─═¤ßŲ┐ĮYŠ¦Č╚┼c┤Ą╦▄─ŻŠ▀£žČ╚Ą─ĻPŽĄ
ĪĪĪĪĪ¬Ī¬Ų┐Ąū└õģs╦«čŁŁhĪŻŲ┐ūėĄū▓┐▒Ż│ųĄ═£žŻ©100C~300CŻ®Ż¼▒▄├Ō╬┤Įø└Ł╔ņĄ─Ų┐Ąū▓┐Ęų▀^Č╚ĮYŠ¦Č°░l░ūŻ╗
ĪĪĪĪĪ¬Ī¬Ų┐Ņiš{£žŻ©▀xė├Ż®ĪŻĘŪĮYŠ¦Ų┐┐┌▓┐ĘųÅ─ūó╦▄─Ż├ō─Ż║¾ę╗ų▒╠Äė┌═Ļ╚½└õģsĀŅæBĪŻĘŪĮYŠ¦Ų┐┐┌ČÓöĄ▓╔ė├╝ėÅŖŲ┐┐┌įOėŗŻ©į÷╝ėŲ┐┐┌▒┌║±Ż®Ż¼Å─Č°Ė─╔ŲĘŌ┐┌ąį─▄Ż¼▒▄├Ōē║╔w▀^│╠ųąŲ┐┐┌ūāą╬ĪŻ═©│ŻŻ¼╣Óčb║¾Ų┐┐┌ÖEłAČ╚┐žųŲį┌0.2║┴├ūęįā╚Ż¼┬▌╝y═ŌÅĮ╩š┐s┬╩Ą═ė┌0.6%ĪŻ
ĪĪĪĪŻ©5Ż®čŁŁh┤ĄÜŌ╝╝ągĪŻ«ö▓╔ė├¤ß┤Ą╦▄─ŻĢrŻ¼╚ń║╬┐žųŲŲ┐ūė├ō─Ż║¾ūāą╬ų┴ĻPųžę¬ĪŻ┤Ą╦▄─Żķ_─ŻŪ░┤Ą╚ļ┐šÜŌ▓ó┼┼┐ščŁŁhŻ¼ī”Ų┐╔Ē▀Mąą└õģs▓óČ©ą╬Ż¼Å─Č°┐žųŲ├ō─Ż║¾Ą─ūāą╬┴┐ĪŻčŁŁh└õģs┐šÜŌĄ─▀MÜŌ═©▀^┼c│§┤ĄĪóČ■┤╬┤ĄŽÓ═¼Ą─═©Ą└Ż¼Ą½Å─└Ł┼„ŚUŅ^▓┐ąĪ┐ūĮø└Ł┼„ŚUā╚┼┼ÜŌĪŻčŁŁh┤ĄÜŌĢrķg╝s×ķ0.5~2├ļĪŻę“┤╦Ż¼─═¤ßŲ┐ųŲŲ┐ÖCĄ─Ė▀ē║┐šÜŌŽ¹║─┴┐▒╚Ųš═©Ų┐ųŲŲ┐ÖCĖ▀Ą├ČÓĪŻ
ĪĪĪĪļSų°īŹ█`Įø“ץ─▀Mę╗▓ĮžSĖ╗Ż¼¤ß╣ÓčbŲ┐╔·«a╝╝ągę▓š²į┌═╗’w├═▀MĄž░lš╣ĪŻų„ꬥ─░lš╣┌ģä▌░³└©į┌▓╗ĮĄĄ═╣Óčb£žČ╚Ą─Ū░╠ߎ┬Ų┐ūėųž┴┐Ą─▓╗öÓ£p▌pŻ¼ĘŪĮYŠ¦Ų┐┐┌Ą─ÅVĘ║▀\ė├Ą╚ĪŻėŁ║ŽŁh▒ŻĖ┼─ŅŻ¼═Ōė^Ģr╔ą║åØŹĄ─ą┬Ų┐ą═š²į┌įĮüĒįĮČÓĄž╩▄ĄĮŽ¹┘Mš▀Ą─ŪÓ▓AĪŻ
| 








 šŃ╣½ŠW░▓éõ 33038102331908╠¢
šŃ╣½ŠW░▓éõ 33038102331908╠¢
